

 Fig 1. Difference in shear appearance in between a full size Charpy specimen (bottom) and a sub-sized Charpy specimen (top)
Fig 1. Difference in shear appearance in between a full size Charpy specimen (bottom) and a sub-sized Charpy specimen (top)
For some American Standards such as AWS, ANSI and ASTM, a reduction in the size of Charpy specimens also means a reduction to test temperature is required. This article will explain the reasons for the reduction in test temperature and how this is carried out.
The normal standard size for a Charpy impact test specimen is a 10mm by 10mm by 55mm long specimen for ISO 148 and ASTM E23/ASTM A370 standards. However, not all test pieces allow for the standard size to be machined and therefore a sub-sized specimens must be extracted to achieve impact properties.
For sub sized impact specimens, some international standards specify that the impact energy should be lowered proportionally with the specimen width reduction, due to their smaller cross-sectional areas compared to full-size specimens.
Alternatively, some American standards specify that sub-sized specimens are tested at a reduced test temperature from the full-size specimens. The main reason for this is the shear lip region of the charpy impact specimen. When a charpy impact specimen is tested, there are distinct areas on the fracture face that can be observed. Fig 2 shows an excerpt from ASTM E23(2018) which highlights 5 distinct areas of an impact specimen fracture face: the notch area, fracture initiation region, shear lips, unstable fracture region and final fracture region.
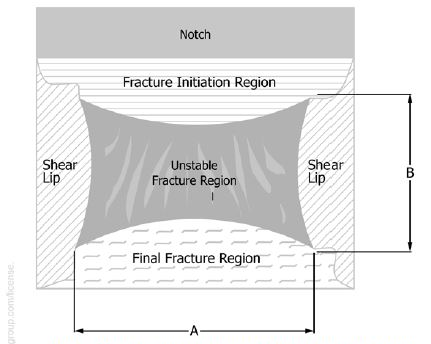
As the width of the charpy impact specimen decreases, the size of the shear lip regions does not reduce proportionally with the size of the specimen. As shown in Fig 1, the fracture face of the smaller width specimen is majority shear lip region compared to the standard specimen width which shows all these areas. This is the reason behind temperature reductions as this compensates for this effect. However, a temperature reduction is not always required and is only necessary if a sub-size test specimen has a width across its notch that is less than 80% of the base material’s nominal thickness.
The case study below outlines an example of a situation where a temperature reduction would be required.
CASE STUDY: Calculating the temperature reduction for a Pipe weld tested to AWS D1.1/D1.1M:2020
Pipe size: 4” NB x 5mm Wall Thickness (114.3mm OD)
Pipe material: API 5L X52
Original test temperature requested: -40°C
Charpy V-notch width: 3.33mm (max. size that can be taken from the coupon)
As the nominal wall thickness of the pipe is 5mm, 80% of this thickness is 4mm. So, if it were possible to extract specimens 4mm and above, no temperature reduction would be necessary. However, in this instance, as the maximum size that could be taken was 3.33mm wide, temperature reductions are required.
The actual reduction in test temperature below the standard test temperature for this situation is the difference between the temperature reduction for a nominal 5mm thick specimen and the temperature reduction for the actual width specimen or 3.33mm, as per Fig 3 below in AWS D1.1/D1.1M:2020 (Pretty much the same as ASTM A333 and one quite a few people forget about)
Temperature difference: 19°C - 11°C = A reduction of 8°C
Actual temperature reduction: -40°C - 8°C = -48°C
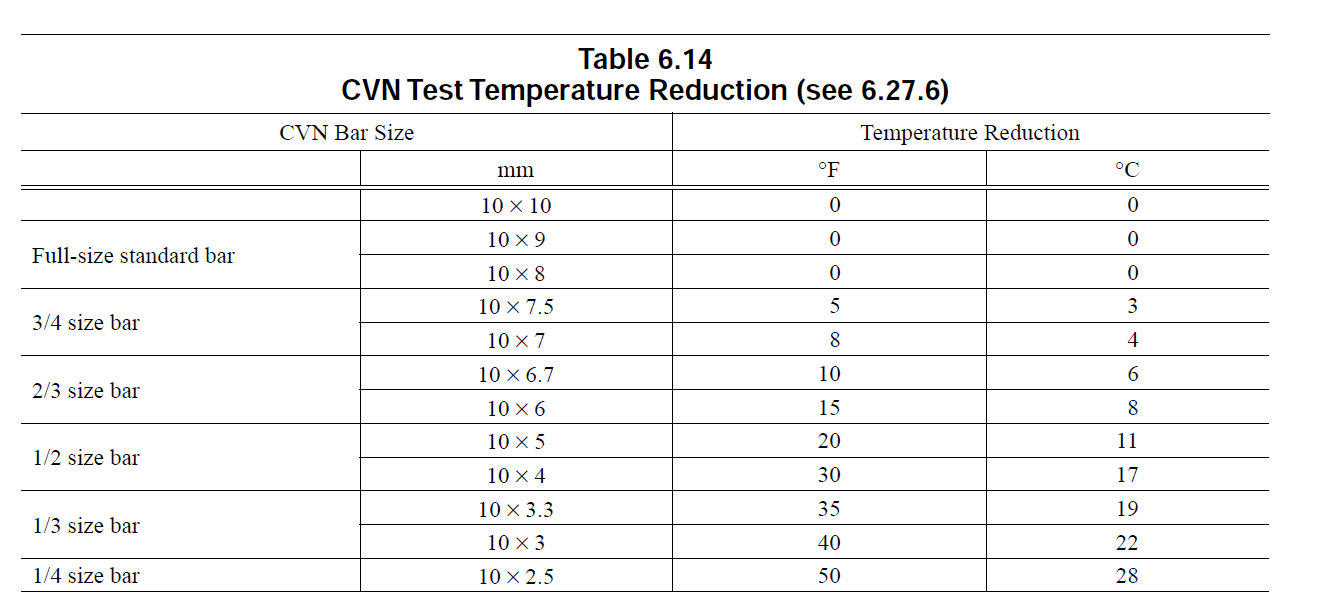 Fig 3. An excerpt from AWS D1.1/D1.1M:2020 showing Table 6.14 Test Temperature reductions for each sample size
Fig 3. An excerpt from AWS D1.1/D1.1M:2020 showing Table 6.14 Test Temperature reductions for each sample size